0086-13864807666
wanwei@wwpe.net
万维的M2瓦楞机生产管理系统,利用精准的传感器及电脑的快速运算,模拟人工操作,对瓦楞纸板生产过程进行侦测与控制,包括:同步控速、天桥积纸控制、湿部换纸控制,以及干部换单控制;生产控制主要包括订单管理、 原纸用料 、和报表统计等生产管理工作。生产管理系统能将干部控制与湿部控制结合成完美的整线全自动控制,进而实现提高生产效率,增加产量,降低原材料消耗,降低对操作人员依赖的目的。
采用最先进的控制技术、通讯技术、数据库技术,保证系统的稳定性;
采用模块化、标准化设计,系统配置灵活、兼容性好、升级维护方便;
采用最先进的工控机和PLC控制器、网路架构、保证系统7*24小时不间断工作;多种详细生产报表,可做生产效率追踪及考核;
具体体现:
编码器,光电,喷墨三重校验技术保证精确稳定天桥计长。
精准的时序控制保障干部换单的最优化控制。
可与瓦楞纸板流水线的相关设备进行连接,如自动制胶机等,以期达到集约化管理的目的。
智能维护可以针对不同设备使用和维护,将管理融入到设备本身上去。
远程维护通过互联网技术将万维直接与您的设备连接。
原纸条形码管理,简单易操作而且精准。
各种报表以满足生产管理和成本控制的目的。
各种升级接口使您的系统永远保持先进。
同步走车,控制单面机车速,可以自动随双面机车速走车。它的作用是避免天桥拉断纸或堆积过多的纸。因为过于急速的车速变化,容易产生机台震动,瓦楞成型不良, 贴合不良等问题。
天桥积纸,不仅只是避免撕断纸和积纸过多的问题,而且影响到整个湿部换纸的准确度与人工撕坏纸自动补偿的准确度。在整个瓦楞机生产线,除了天桥积纸是波浪型不容易预估外,从原纸架到爬坡皮带,以及从天桥吸风导纸器到横切机之间的距离,几乎是定值。真正要算的,就是如何计算天桥实际积纸量,以及如何自动侦测补偿人工在天桥上撕掉的坏纸量。
针对天桥的侦测与控制, 采用喷墨追踪与流量控制技术;一方面定长的自动喷墨追踪计量天桥的实际积纸量, 另一方面, 利用爬坡皮带的进纸量, 与天桥的出纸量,通过流量控制原理进行量测. 将两者的差异量(天桥撕纸量)回匮同步控制自动调整, 以达到自动天桥补偿与固定天桥积量的目的。
自动接纸,控制接纸机在适当时间动作,包括接纸前的天桥堆积,同步,降速,接纸,以及保持到接纸头进瓦楞辊后恢复同步的一连串的控制。
残卷控制不仅能自动完成纸卷切换,更大价值在于管理到每一卷原纸,成卷入库与出库,残卷入库与出库,直到用完。一旦建起这种关系,就可以追踪原纸损耗的来源,从中找出降低原纸损耗的方法。生管利用传感器能精确的计算出残卷的半径、长米及重量。
由糊机(DF)操作人员, 启动”坏纸开始”与”坏纸结束”钮, 生管自动框住(Mark)这区间的坏纸, 在轮转切断机(Shear Cutter)进行切断及排除。
干部控制, 生产管理系统可以联机控制轮转切断机, 纵切机, 横切机以及堆码机, 自动将办公室所下载的订单, 联机传送给各控制器, 完全可排除过去人员繁杂输单所发生的错误,以及换单控制不好产生的多做和少做产生的坏纸。
换单控制,这是在干部端的最重要功能,它的动作不只是在适当时机启动个别的换单程序,同时为了配合能将前后订单分离及横切机超速的问题(横切机在不同切长有不同车速限制),干部控制必须能自动降速到适当的换单车速,并在自动换单程序完成后,回复到换单前车速或订单切长的最高限速。
生管可依据客户需要, 在堆码机出纸端自动打印标签单, 此标签单可依客户指定格式, 纸张尺寸大小, 楞别, 计算出栈板张数及标签单打印张数, 由干部端计算机自动在生产时打印。
生管提供ERP连接,连接包括三大部份:
A、订单下载到生管系统
B、从生管回收订单已生产资料
C、即时的瓦楞线生产数据, 写入ERP 档案
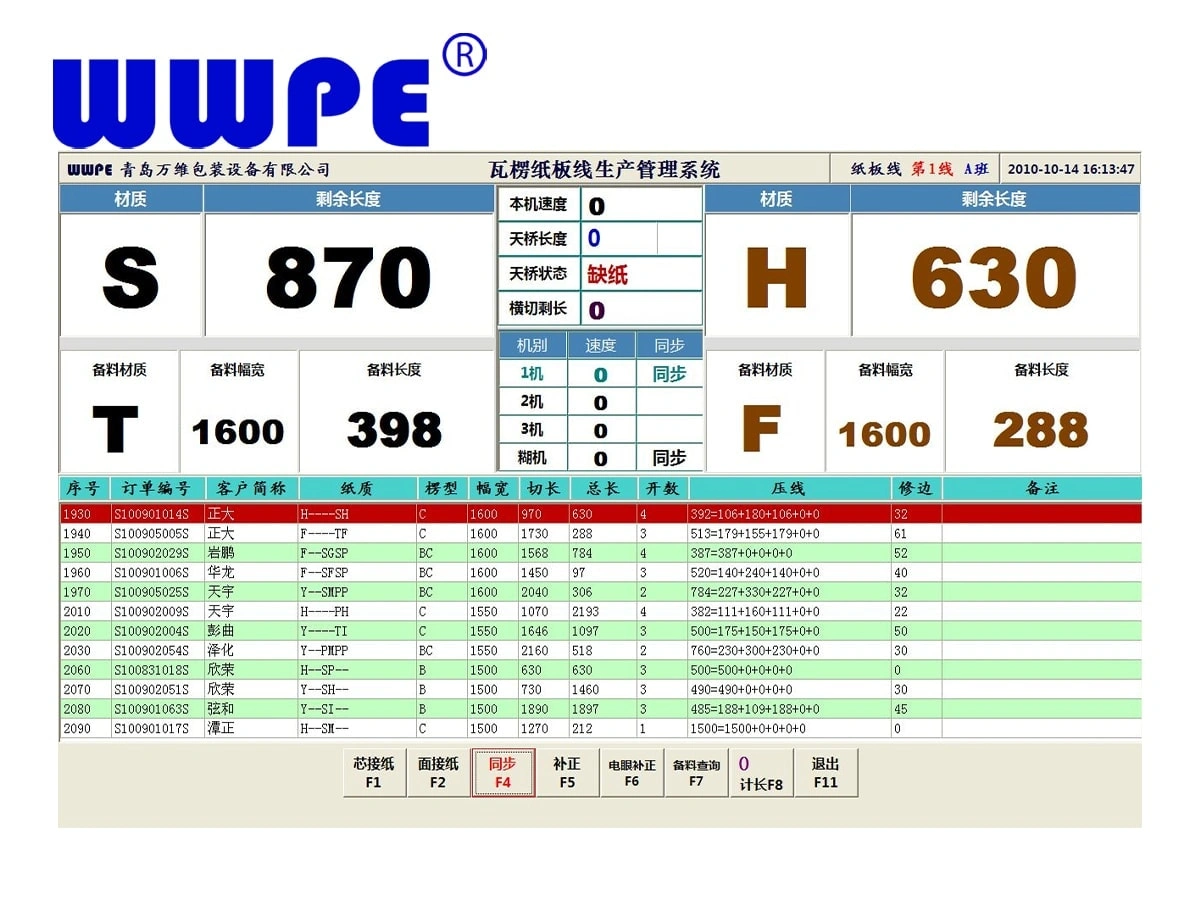
显示屏显示内容:
A、实时显示当前生产米数,剩余米数;
B、实时显示当前车数,平均车数;
C、日期和时间显示;
D、集成生产状况显示:换纸、起泡、起皱、开胶、不齐、上弯、下弯、塌坑、加速、减速、停车等各工位呼叫、警示等功能;
E、双面显示屏尺寸:1200MM*2000MM以上。
单面机工作站配置
1、工控机---2部
2、液晶显示器---2部
3、西门子PLC---2台
4、低压电气---2套
5、控制机台---2部
6、工业用功能按键---2套
7、工业用警示设备---2式
8、天桥积纸侦测设备---2式
9、断纸侦测设备---2式
10、计纸设备---2式
单面机工作站界面
单面机工作站功能
双面机工作站配置
1、工控机---1部
2、液晶显示器---1部
3、西门子PLC---1台
4、低压电气---1套
5、控制机台---1部
6、工业用功能按键---1套
7、工业用警示设备---1式
8、天桥积纸侦测设备---1式
9、断纸侦测设备---1式 10、计纸设备---1式
双面机工作站界面
双面机工作站功能
干部工作站配置
干部工作站界面
干部工作站功能
输单终端界面
输单由ERP直接进行连接或者自备办公室电脑,万维提供软件。
输单终端功能
日细报表
详实纪录生产的所有状况及资料。
日效率表
将当日的生产数据依据班别计算其生产绩效,含停车时间次数,平均车速,平均纸宽及各种耗损分析。
月效率表
将整月的生产资料,依据班别及楞别,打印详细的统计分析表。
生产用纸明细报表
依据用纸材质及宽度,统计其长度与面积的使用量及耗损量。
原纸消耗明细报表
依据用纸材质,统计其使用的重量及耗损量。
月纸消耗明细报表
依据日期及材质,统计该月的原纸使用重量。
需方需采购/准备项目
自生管系统安装验收日起,提供壹年的免费维修咨询服务。
上项维修咨询服务含硬件损坏免费维修/更换,软件错误免费更改及系统操作免费咨询(含传真/电话/E_MAIL)。
因下列各项因素造成之设备故障不属于免费维护保固所保证的范围:
a.非万维提供之设备。
b.消耗品:如:墨汁,色带,碳粉夹,印字头等。
c.通讯线路。
d.设备工作环境工程设施﹝配电设施,空调,讯号线….等﹞。
e.天然灾害,水灾,火灾,地震,闪电雷击等造成设备故障者。
f.需方人员操作不当,或不依照使用手册使用,或人为过失等,所造成设备故障者。
g.环境因素,机器工作环境不良,电压不稳,温湿度失调等,所造成设备故障者。
h.作业用品,使用品质不良之色带、磁盘片而造成设备故障者。
i.买方自行连接设备或在机箱加装、更改电器线路
j.计算机内存有非万维所提供之软件或买方自行更改计算机设置环境。
k.计算机因病毒感染而造成的系统损坏或不正常运作。
*为必填